
1 概述
目前蘭州石化公司化肥廠生產過程自動化程度很高,各個裝置都使用了大量的自動調節(jié)閥,用以完成過程自動控制和實現(xiàn)安全聯(lián)鎖保護功能。在生產過程中發(fā)現(xiàn),大多數(shù)調節(jié)閥的使用情況良好,但有部分調節(jié)閥經常出現(xiàn)故障。經過大量統(tǒng)計分析工作,找出了一定的規(guī)律,即非垂直安裝的調節(jié)閥故障率較高。
2 調節(jié)閥出現(xiàn)故障的原因
該廠各裝置上的調節(jié)閥,大多是呈垂直方式安裝的。垂直方式安裝的調節(jié)閥,其執(zhí)行機構一般不會造成支撐傾斜,不可能發(fā)生機械形變,只要閥桿與執(zhí)行機構輸出軸對中無較大的偏差,一般使用情況都比較良好。也有不少調節(jié)閥是水平或傾斜安裝在管道、設備上的(非垂直安裝),而且沒有另加平衡支撐(有的調節(jié)閥即便是加了支撐,也會發(fā)生故障,甚至個別加支撐的調節(jié)閥的故障率也是比較高的),加之使用條件、環(huán)境、介質相對苛刻一些,在生產實踐中發(fā)現(xiàn),同等的使用條件和環(huán)境中,它們發(fā)生故障的頻率比垂直安裝的高,因此對這些調節(jié)閥的形式和出現(xiàn)的故障類型進行了歸納,做了比較詳實的對比分析比較,找出故障產生的原因和解決的辦法,為今后的調節(jié)閥使用、維護、檢修提供有益的參考。
2.1 選型安裝的故障因素
無論水平或側邊安裝,執(zhí)行機構無論電動還是氣動的,這些閥,其質量都很大。從驅動端到調節(jié)端的距離很長,調節(jié)端直接安裝固定在管道或設備上,其質量和力臂所產生的力矩很大,足以使調節(jié)閥自身的支撐發(fā)生較大的側向形變(向下傾斜)。這個由側裝產生的重力矩,使調節(jié)閥的幾何尺寸發(fā)生形變,造成調節(jié)閥在使用運行過程中常常出現(xiàn)故障。這樣安裝的調節(jié)閥故障率比垂直安裝的高,但同時也發(fā)現(xiàn)了故障的基本規(guī)律。
2.2 物料性質的故障因素
a)高溫(蒸汽介質)環(huán)境中,大多會出現(xiàn)填料泄漏故障,內件易損壞(閥芯閥座磨損失配、閥芯脫落),內部泄漏量大,不易控制,調節(jié)品質差,與工藝連接的法蘭端面很容易泄露等故障。圖1,圖2分別為普通調節(jié)閥和高溫型調節(jié)閥結構。從圖中可以看出,由于加了一截散熱器的距離,使用溫度越高散熱器就越長,因此,高溫型調節(jié)閥執(zhí)行機構重心點距安裝軸線的距離,比普通型調節(jié)閥要長的多,非垂直安裝調節(jié)閥產生的力矩也要大得多。如:動力C鍋爐裝置的幾臺減溫減壓調節(jié)閥,合成氨裝置的調節(jié)閥等。
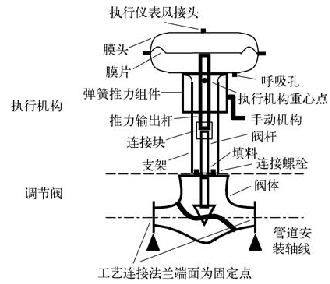
圖1 普通調節(jié)閥結構(正作用型)

圖2 高溫型調節(jié)閥結構(正作用型)
b)低溫(小于-100℃)深冷使用環(huán)境中,出現(xiàn)較多的也是填料泄漏故障。此類調節(jié)閥有較長的隔熱絕冷長頸,所處的環(huán)境溫差大,大多安裝使用在空分、液氮洗單元裝置上,它們基本上都有兩個支撐點,如圖3所示。管道和冷箱箱壁都是固定點,一端固定在管道、設備上,另一個就固定在保溫冷箱的邊壁上,閥體和長頸部分基本是固定死的,只有執(zhí)行機構是側懸在冷箱壁之外的,如果執(zhí)行機構太重并發(fā)生形變,受力點就在填料處,則填料處最易受力單邊磨損。空分、液氮洗(深冷)單元除箱頂安裝的調節(jié)閥以外,基本上都屬側裝和水平安裝。如:合成氨液氮洗裝置的調節(jié)閥,空分裝置的調節(jié)閥。

c)高壓常溫的使用環(huán)境下,調節(jié)閥的閥體要比低壓、常壓普通調節(jié)閥的尺寸大,執(zhí)行機構要求產生較大的推力,用以克服使用中產生較大的不平衡力,因此執(zhí)行機構也在尺寸上比普通型的更大、更重、更長。水平或側向安裝產生的機械形變肯定更大,損壞情況更嚴重。因此,大多會出現(xiàn)執(zhí)行機構輸出軸密封環(huán)磨損,如:FV21022等調節(jié)閥,尿素合成塔壓力控制調節(jié)閥等。
除以上三種情況較嚴重外,也另有特殊情況的現(xiàn)象,如:長、質量大執(zhí)行機構使用在常壓、常溫環(huán)境中易損壞填料和閥內部機件。尿素裝置的熔融尿液三通調節(jié)閥。
3 對閥產生的影響
a)內部機件損壞其表現(xiàn)形式:內漏大、行程摩擦大、滯后時間長,調解品質差。具體故障是閥芯閥座磨損并失配、閥芯閥座密封環(huán)偏磨嚴重、個別機件脫落,最嚴重的可造成閥芯、閥座斷裂等。外部機件損壞的表現(xiàn)形式大多是外漏大、自動動作不靈活、現(xiàn)場硬手動阻力大不容易操作等。具體故障是填料漏、閥桿磨損、執(zhí)行膜頭輸出軸密封件磨損、泄露等。
b)從工藝角度分析:溫度對調節(jié)閥的使用的直接影響并不大,溫度變化使調節(jié)閥產生的機械尺寸形變,相對于側向安裝重力產生的機械尺寸形變要小的多。只是在生產過程中,投用和切除使溫度發(fā)生急劇變化時,在一定時間范圍里,可能產生較小的影響,穩(wěn)定生產狀態(tài)時情況要好得多。
c)從調節(jié)閥的結構形式的角度分析:使用在不同溫度場合的調節(jié)閥,大都配制的是帶有散熱器的或是帶有長頸溫度差隔離(深冷的距離尺寸更長,在安裝上這些調節(jié)閥一般都有兩個支撐點,一個在管道或設備上,另一個在保冷箱壁上)的產品,它們比普通調節(jié)閥至少多了一段散熱或隔離距離,閥桿填料所處的位置不是直接的工藝溫度,溫度條件能向環(huán)境溫度方向改善一點,填料不至于過早老化,使用周期延長。其共同特點是閥體連接執(zhí)行機構的引出端距離很長,非垂直安裝力臂很長,執(zhí)行機構重力產生的力矩很大。因此,這類調節(jié)閥垂直安裝基本無問題,但側面、水平安裝大都出現(xiàn)過泄露、內件損壞、調節(jié)動作不靈敏等情況,此類問題現(xiàn)場不采取支撐措施很難解決,檢修中填料壓得不緊很容易出現(xiàn)泄漏故障,壓得過緊則調節(jié)閥動作不靈敏,甚至會出現(xiàn)反推力導致不動作的現(xiàn)象,每次加、換填料工作,就顯得難度很大,不容易掌握。
d)從調節(jié)閥執(zhí)行方式上分析:直行程的調節(jié)閥在垂直安裝方式上,只要求連接時零點對中良好就不可能產生填料偏磨現(xiàn)象。而直行程側裝的調節(jié)閥不僅要求零點對中,還要求全行程對中也要良好,否則,就極易產生填料偏磨現(xiàn)象,長期偏磨會造成局部填料磨損嚴重而產生泄露故障。
非垂直安裝的角行程調節(jié)閥(如圖4所示)如果連接對中失配,也會出現(xiàn)偏磨現(xiàn)象,但一般磨損較緩慢,損壞程度也較輕。一般只對上密封填料磨損,對下密封填料磨損較輕,總體上出現(xiàn)填料泄漏的情況并不多見。因此,直行程調節(jié)閥使用過程中出現(xiàn)填料泄漏問題的情況要更甚于角行程的調節(jié)閥。

4 改進措施
從分析結果得知,重力力矩WF過大是造成各種故障的惟一原因。為了更好地使用、維護、檢修好這些非垂直安裝的調節(jié)閥,應采取與之相適應的方式方法來彌補安裝缺陷,主要解決辦法是加支撐。支撐的方式有兩種,采用剛性和柔性支撐,具體可根據現(xiàn)場情況決定。
a)已加支撐的調節(jié)閥要找中軸,調整好機械軸線。盡量在使用條件下,使之達到一個滿意的對稱度,并加固好支撐錨點。
b)另需加支撐的調節(jié)閥應選好支撐點,要牢固穩(wěn)定,有可能產生機械形變的位置,也可采用彈性(柔性)支撐方法,無法低位支撐的亦可用懸吊支撐法。無論采用哪種方法,其目的使閥芯、閥座、閥桿、執(zhí)行機構輸出軸呈一條直線,不產生徑向力。
c)對無法加裝支撐的調節(jié)閥。其一可采取減小執(zhí)行機構質量,縮短連接距離,檢修時做好二次找正、中間找正等工作方法來解決。其二處在自動調節(jié)系統(tǒng)上的調節(jié)閥,要盡量減小調節(jié)幅度和頻次。具體辦法:依據工藝調節(jié)指標可允許的條件內,盡量加大調節(jié)系統(tǒng)的比例度(減小系統(tǒng)的即時放大倍數(shù))、積分時間參數(shù)(減小系統(tǒng)的動作速率),盡可能的不采用微分功能或減小微分時間參數(shù)(減少或消除調節(jié)閥的階躍動作方式),以降低調節(jié)系統(tǒng)的動作靈敏度,相對減少填料和閥桿之間的摩擦次數(shù)與行程。其三能加油潤滑的一定要按時加注,避免密封填料提前老化失效,增長調節(jié)閥的使用周期以達到生產安全穩(wěn)定運行。
5 結束語
對出現(xiàn)過問題的非垂直安裝調節(jié)閥,根據實際情況進行處理,大大延長了調節(jié)閥的使用壽命,提高了調節(jié)品質,實現(xiàn)工藝生產長期穩(wěn)定運行的目的。
參考文獻:
[1] 曹湘洪,朱理琛,陸東,等.石油化工設備維護檢修規(guī)程[M].北京:中國石化出版社,2004
[2] 樂嘉謙.儀表工手冊[M].2版.北京:化學工業(yè)出版社,2003
[3] 金以慧.控制過程[M].北京:清華大學出版社,1983
[4] GB5009322000,自動化儀表工程施工及驗收規(guī)范[S]
[5] HG/T20636~20639 1999,化工裝置自控工程設計規(guī)定[S]
[6] 謝海金.控制閥在氯堿化工生產中的選用[J].石油化工自動化,2008,(2):68-71
[7] 郭建平,郭俊杰.智能型比例閥控制電液執(zhí)行機構應用研究[J].石油化工自動化.2008,(4):53-54
本文鏈接:http://m.artinprison.com/case/5d81973a837b4d097c49614f